


Пермский государственный национальный исследовательский университет
Россия
Россия
Статья посвящена металлографическому исследованию технологии производства железных предметов Кокпомъягского могильника, относящегося к позднему этапу вымской культуры перми вычегодской, датируемому второй половиной XII–XIV в. Всего изучено 50 изделий нескольких категорий: топоры, наструги, стамеска, шилья, наконечники стрел, кресала, дужка котла, костюмное кольцо, пряжки, поясная накладка, ножи. Для их производства кузнецам было доступно разное сырье: простое и фосфористое железо, сырцовая и цементированная сталь. На изделиях зафиксированы практически все известные в Европе технологические схемы по сочетанию разносортного металла (целиком из железа или стали, цементация, трехслойный пакет, вварка, наварка). По наиболее многочисленным клинковым инструментам установлено, что они значительно отличаются от аналогичных изделий других вымских могильников. Наиболее популярная ранее технология трёхслойного пакета на кокпомъягских ножах невыразительна (27,77 %), заменяется более простыми схемами – целиком из стали (33,33 %). Сварные технологии в виде вварки зарегистрированы немногочисленной группой (16,66 %), а древнерусская технология наварки встречена лишь на одном топоре. На других памятниках вымской культуры схема трехслойного пакета преобладает (45,1 %), но вместе с этим известны схемы вварки (16,66 %). Монолитные клинки целиком из стали (18,62 %) и железа (6,86 %) малочисленны, небольшой группой представлены также ножи с наваренным стальным лезвием (7,84 %). Преобладание монолитных технологических схем на клинках Кокпомъягского могильника является упрощением производства, ориентацией его на массовый выпуск продукции, что, наиболее вероятно, объясняется хронологической позицией Кокпомъягского могильника. Не исключается и смена производственной традиции инокультурной инфильтрацией в перми вычегодской.
кузнечное дело, ремесло, металлография, эпоха средневековья, вымская культура, пермь вычегодская
Введение
Начало исследований технологии кузнечного производства вымской культуры относится к 90‑м гг. прошлого столетия [1, с. 168–176]. Работы по данной теме были успешно продолжены в 2000-е гг. [2, с. 42–49; 3]. В настоящее время проанализирована технология изготовления более 200 кузнечных изделий вымской культуры, происходящих с Жигановского [4], Ыджыдъельского [5], Кичилькосьского I [6] могильников и др. Однако в эту коллекцию не входят предметы из Кокпомъягского могильника. В данной статье представлены первые результаты исследования технологии кузнечных изделий данного памятника, что представляет особый научный интерес в связи с тем, что могильник относится к позднему этапу вымской культуры, и его материалы позволяют проследить эволюцию технологии кузнечного производства вычегодских пермян. В настоящей работе для исследования был отобран 51 образец из 50 предметов разных категорий (рис. 1, 2, табл. 1–2).
Могильник расположен на надпойменной террасе левого берега р. Вымь рядом с с. Шошка Княжпогостского муниципального округа Республики Коми (рис. 3). Памятник был открыт А. С. Сидоровым в 1919 г. и исследован Э. А. Савельевой в 1961, 1980–1981 гг. Всего изучено 226 погребений [7, с. 4–6].
Кузнечные изделия Кокпомъягского могильника в целом достаточно стройно выглядят в общем контексте многообразия финно-угорских древностей. Среди кузнечных изделий преобладает промысловое оружие. Ремесленные инструменты категориально раз-
нообразны главным образом в деревообрабатывающем производстве, но типологически унифицируются. Так, топоры представлены лишь одним типом: проушные с массивным обухом и широким расходящимся бородковидным лезвием (раздел III по А. В. Даничу) [8, с. 77–78], преобладают ножи с длинным нешироким черешком и высокими резкими уступами при переходе к лезвию (группа 4 по Р. С. Минасяну) [9, с. 72, 73]. Отсутствуют экземпляры с уступом-обоймой (группа 3 по Р. С. Минасяну) [там же, с. 72]. Преобладают кресала – двулезвийные древнерусского типа (отдел А.II по Н. Б. Крыласовой) [10, с. 141–143]. Характерной особенностью коллекции кузнечных изделий могильника является большое количество элементов костюма из железа: соединительные кольца, футляры для ножей, топорни для подвешивания орудий, поясные пряжки и накладки.
Облик изделий, входящих в погребальный инвентарь, в основном руинированный: лезвия ножей и настругов сильно сточены или обломаны, топоры имеют большое количество ремонтных клиньев, костюмные кольца чаще всего представлены неполной окружностью. Преднамеренная порча вещей характерна для погребальной обрядности вымской культуры, что обусловлено мифологическими представлениями вычегодских пермян [7, с. 191].
Ряд отмеченных морфологических тенденций (плохое состояние орудий, унификация их типов, появление железной ременной гарнитуры) на Кокпомъягском могильнике объясняется его хронологической позицией. Аналогичная ситуация наблюдается на памятниках родановской культуры в слоях XIII–XIV вв. [11].
На основании общего морфологического обследования бы-
ли отобраны образцы для исследования технологии – металлографического анализа. Отбор образцов проходил по разным категориям кузнечных изделий.
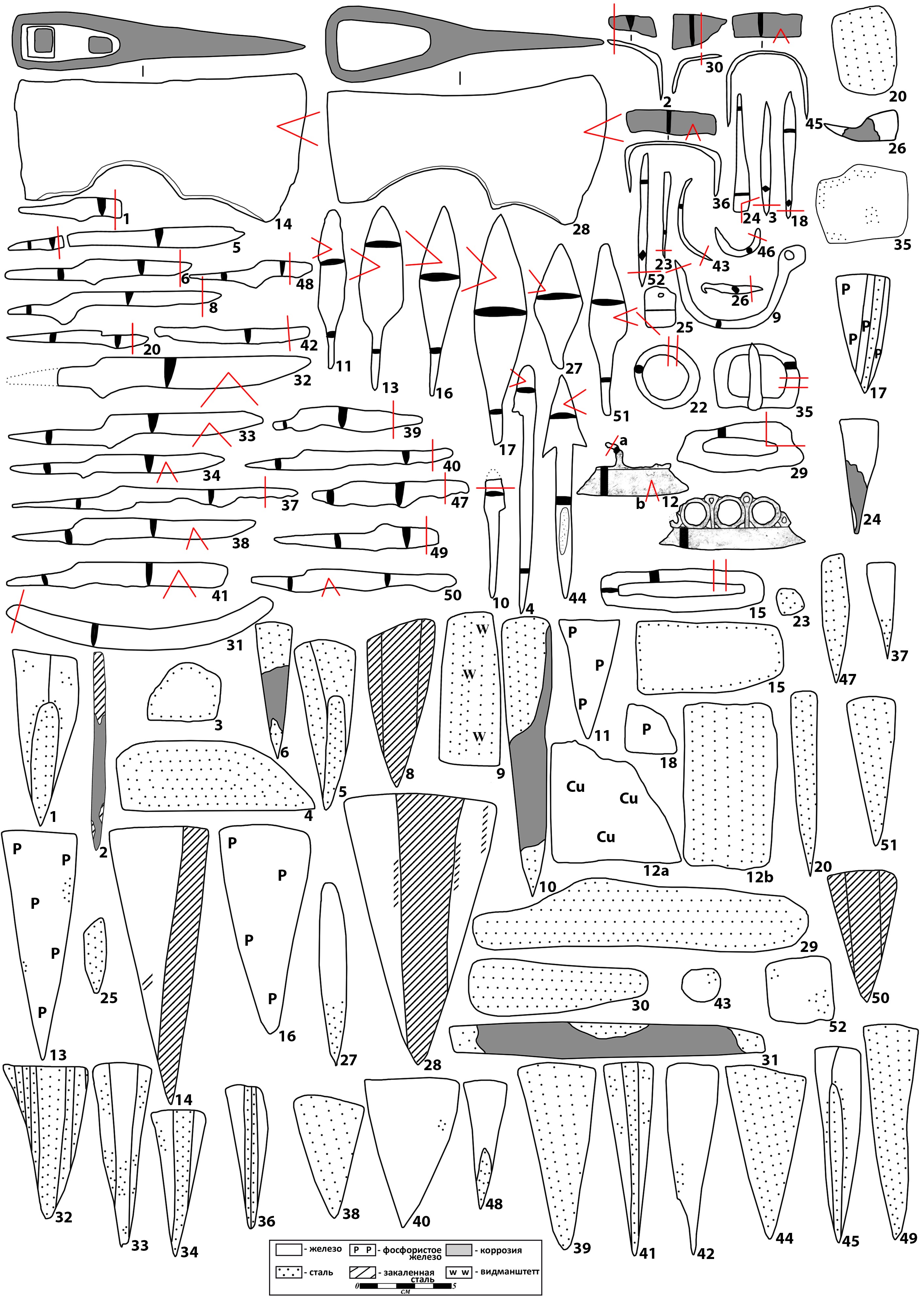
Рисунок 1. Железные изделия Кокпомъягского могильника, проанализированные методом металлографии и выявленные технологические схемы.
Сечения предметов отрисованы 1:10.
Pic. 1. Iron wares of the Kokpomyag burial ground, analyzed by metallography, and identified technological schemes.
Sections of items are drawn 1:10.
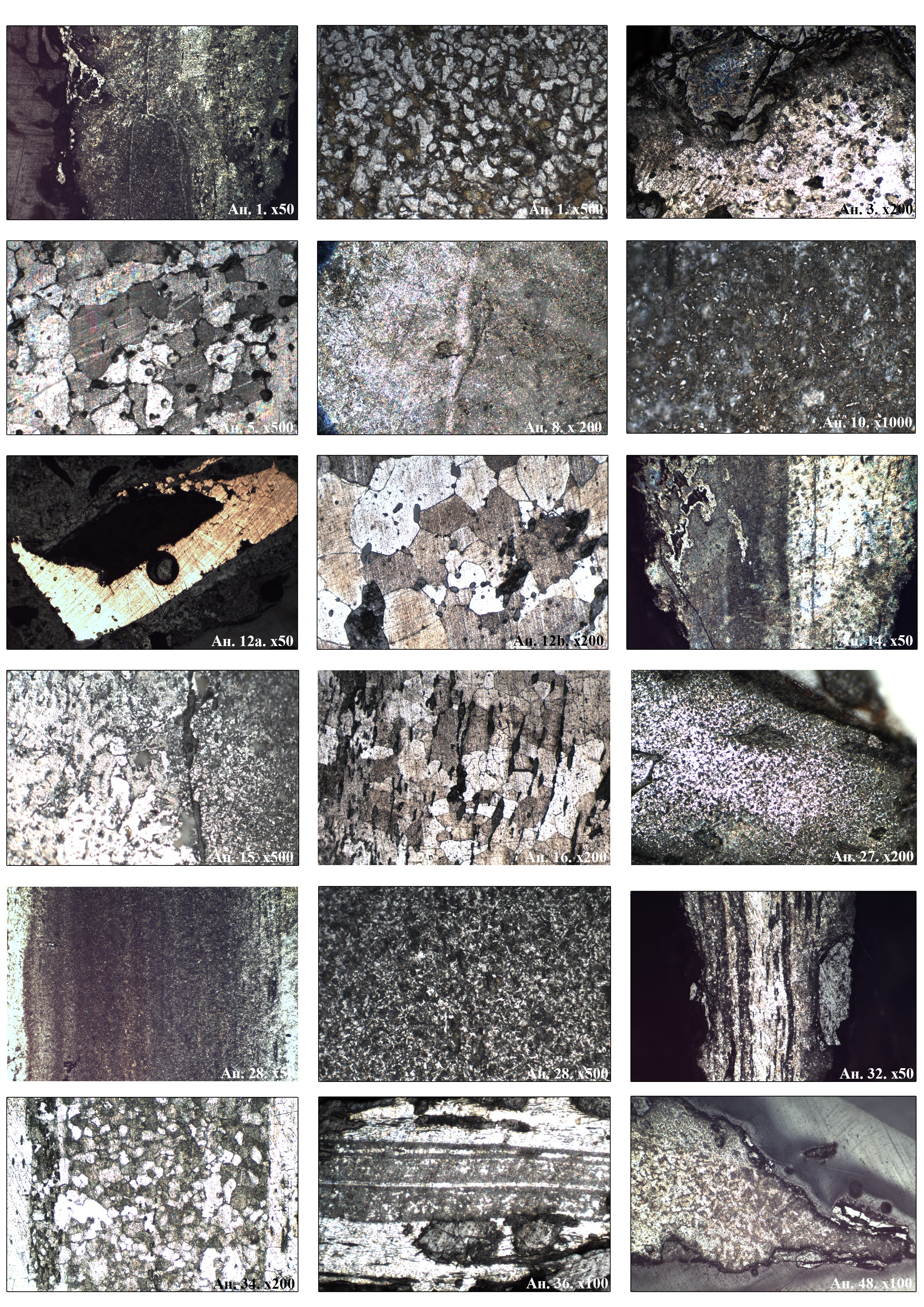
Рисунок 2. Микроструктуры исследованных разрезов железных изделий Кокпомъягского могильника: анализ 1 – нож, вварка (феррит с перлитом, межкристалитная коррозия); 3 – шило, цементация (феррит, феррит с перлитом); 5 – нож, участок стали (феррит с перлитом); 8 – сталь и сварной шов (тростит с ферритом); 10 – цементированная сталь, карбиды (феррит с перлитом, карбиды); 12а – литое навершие (структура литой бронзы); 12b – сырцовая сталь (феррит с перлитом); 14 – наварка (феррит, тростит с ферритом); 15 – цементаация (феррит, феррит с перлитом); 16 – фосфористое железо, шлаки (феррит, феррит с перлитом); 27 – цементация (феррит, феррит с перлитом); 28 – вварка (феррит, феррит с перлитом; сорбит с ферритом); 32 – пакетирование (феррит, феррит с перлитом); 34 – трехслойный пакет (феррит, феррит с перлитом); 36 – трехслойный пакет (феррит, феррит с перлитом); 48 – вварка и цементация (феррит, феррит с перлитом).
Pic. 2. Microstructures of the studied sections of iron-wares of the Kokpomyag burial ground. Analysis 1 – knife, in-welding (ferrite with perlite, intercrystalline corrosion); 3 – awl, cementation (ferrite, ferrite with perlite); 5 – knife, section of steel (ferrite with perlite); 8 – steel and weld (trostite with ferrite); 10 – cemented steel, carbides (ferrite with perlite, carbides); 12a – cast finial (cast bronze structure); 12b – raw steel (ferrite with perlite); 14 – on-welding (ferrite, trostite with ferrite); 15 – cementation (ferrite, ferrite with perlite); 16 – phosphorous iron, slags (ferrite, ferrite with perlite); 27 – cementation (ferrite, ferrite with perlite); 28 – in-welding (ferrite, ferrite with perlite; sorbitol with ferrite); 32 – bundling (ferrite, ferrite with perlite); 34 – three–layer package (ferrite, ferrite with perlite); 36 – three-layer package (ferrite, ferrite with perlite); 48 - in-welding and cementation (ferrite, ferrite with perlite).
Материалы и методы
Технологическое исследование производилось на базе Института гуманитарных исследований ПФИЦ УрО РАН. Метод заключается в микроскопическом исследовании структуры металла с целью реконструкции технологической схемы способа его создания. Метод археологической металлографии (археометаллографии) был адаптирован для археологии Б. А. Колчиным [12] и получил дальнейшее развитие в исследованиях В. И. Завьялова и др. [13]. С каждого изделия выпиливали фрагмент и выполняли пробоподготовку. Готовые шлифы обрабатывали травителем нитал.
Аналитические данные о микроструктурах получены на металлографическом микроскопе БиОптик BMI‑200 при увеличениях от 50× до 1000×. Фотографии микроструктур выполнены на цифровую камеру микроскопа Hikrobot MV-Pro с обработкой снимков в программах MVS и Adobe Photoshop (рис. 2). Измерение микротвердости проводили для каждой структурной составляющей изделия на микротвердомере Полилаб МТ‑1 с нагрузкой 100 г в течение 10 сек (система Виккерса). Нумерация анализов дана в порядковом исчислении книги регистрации образцов Института гуманитарных исследований ПФИЦ УрО РАН.
Необходимо отметить, что основная часть коллекции Кокпомъягского могильника была получена в ходе раскопок 1980–1981 гг., и потому коррозия значительно повредила изделия, распространившись даже по границам зерен металла (см. рис. 2: 1). В ходе микроскопического исследования на некоторых предметах фиксировались сплошь пораженные коррозией участки либо начальная стадия межкристалитной коррозии. До окончательной утраты предмета без условий его достойной консервации, реставрации и хранения важно успеть изъять из него максимальное количество важной исследовательской информации (морфология и технология), что частично удалось сделать в настоящей работе.
Таблица 1
Технология производства железных изделий Кокпомъягского могильника
Table 1
Technology of production of iron-wares from the Kokpomyag burial ground
№ Предмет Целиком из железа Целиком из стали Цементация Пакетирование Трёхслойный пакет Наварка Вварка Биметаллический ИТОГО
1 Нож 40
42 6с
20с
38с
39с
47ц
49ц/1 37 32ц 8ц/1
33
34ц
41с
50ц/1 1с
5с
48с 18 экз. /3
2 Топор 14ц/1 28ц/1 2 экз. /2
3 Наструг 2ц/1
30с 36ц 45с 4 экз. /1
4 Стамеска 24 1 экз.
5 Шило 18ф 52с 3 3 экз.
6 Наконечник стрелы 11ф
13ф
16ф 51ц 27 17сф
6 экз.
7 Острога / гарпун 4с
10с
44ц
3 экз.
8 Кресало 29с 15 12a-b c 3 экз.
9 Игла 43 23с 2 экз.
10 Футляр ножа 7 1 экз.
11 Топорня 9с 1 экз.
12 Кольцо 22ц 2 экз.
13 Накладка поясная 25ц 1 экз.
14 Пряжка 26 35с 2 экз.
15 Дужка от котла 31 1 экз.
ИТОГО 11 19/2 4 2 6/2 1/1 5/1 1 51 экз. /6
Примечание. * В ячейках указаны номера анализов.
Условные обозначения. Литеры «с», «ц» и «ф» указывают соответственно на сырцовую или цементированную сталь, фосфористое железо. После знака «/» указано количество предметов с термообработкой.
Note. * The cells indicate the analysis numbers.
The letters «с,» «ц» and «ф» indicate raw or cemented steel and phosphorous iron, respectively. The number of heat-treated items is indicated after the «/» sign.
Таблица 2
Взаимосвязь технологии режущих железных инструментов (ножи, топоры, наструги, стамеска, шило, наконечник стрелы,
острога, игла) и датировки комплексов Кокпомъягского могильника
Table 2
The relationship between the technology of cutting iron tools (knives, axes, planers, chisels, awls, arrowheads, harpoons, needles)
and the dating of the Kokpomyag burial ground complexes
Технология Вторая половина XII в. Первая половина XIII в. Вторая половина XIII в. XIII в. XIII-XIV вв. Конец XIII-XIV вв. ИТОГО
Целиком
из железа 7 (футляр)
40 (нож)
42 (нож)
43 (игла) 11 (стрела)
24 (стамеска) 13 (стрела)
16 (стрела)
18 (шило) 9 экз.
Целиком из стали 29 (кресало) 2 (наструг)
51 (стрела) 6 (нож)
10 (острога)
30 (наструг)
39 (нож)
44 (острога)
47 (нож)
49 (нож)
52 (шило) 20 (нож)
23 (игла)
4 (гарпун)
38 (нож) 15 экз.
Цементация 3 (шило)
27 (стрела) 15 (кресало)
37 (нож) 4 экз.
Пакетирование 32 (нож) 17 (стрела) 2 экз.
Трехслойный пакет 8 (нож)
48 (нож) 50 (нож) 36 (наструг)
41 (нож) 33 (нож)
34 (нож) 7 экз.
Наварка 14 (топор) 1 экз.
Вварка 28 (топор) 1 (нож)
5 (нож)
45 (наструг) 4 экз.
Биметаллический 12 (кресало) 1 экз.
ИТОГО 2 экз. 2 экз. 3 экз. 18 экз. 8 экз. 10 экз. 43 экз.
Примечание. * В ячейках указаны номера анализов и соответствующая категория предмета.
Note. * The cells indicate the analysis numbers and the corresponding item category.
Результаты и их обсуждение
Из всей коллекции выборочно проанализированы топоры (2 экз.). Логика сложения тела топора является распространенной: железный полуфабрикат загибался пополам на оправке, тем самым формировалась проушина, затем разными способами укреплялось лезвие. В проанализированных экземплярах один топор был откован способом наварки цементированной стали на боковую часть основы из кричного железа, затем закален в мягкой среде, чему соответствует микроструктура стали тростит (см. рис. 1, ан. 14). На втором топоре лезвие из качественной цементированной стали было вварено между двух половин железной основы, затем топор был закален с последующим высоким отпуском, чему соответствует микроструктура стали сорбит (см. рис. 1, ан. 28). Данные технологии производства топоров представлены и на других вымских памятниках [3, с. 51], а также на памятниках родановской и чепецкой культур [14, с. 144]. Одна исследованная топорня была произведена целиком из сырцовой стали (см. рис. 1, ан. 9).
Наструги (4 экз.) имели П-образную форму, ковались из единой пластинчатой кузнечной заготовки по разным технологиям. Два предмета произведены целиком из стали. В одном случае использовалась качественная цементированная сталь, выполнена закалка с высоким отпуском на сорбит (см. рис. 1, ан. 2), во втором в качестве сырья использовалась низкоуглеродистая сырцовая сталь (см. рис. 1, ан. 30). Другой технологией изготовления настругов является трехслойный пакет. На обкладках использовались полосы из кричного железа, лезвие было собрано из двух полос качественной цементированной стали (см. рис. 1, ан. 36). Один наструг был откован по технологии вварки лезвия из неравномерно науглероженной сырцовой стали в основу из фосфористого железа (см. рис. 1, ан. 45). Фиксируется небольшое преобладание цельностальных настругов над сварными.
Другой инструмент деревообработки – стамеска (1 экз.), был произведен целиком из мягкого кричного железа (см. рис. 1, ан. 24). Такой материал не подходит для режущего инструмента, так как при обработке дерева необходимо твердое стальное или сварное лезвие, способное долго держать заточку.

Рисунок 3. Месторасположение Кокпомъягского могильника.
Pic. 3. Location of the Kokpomyag burial ground.
Универсальные шилья (3 экз.) производились без применения сварки. Одно шило было целиком из фосфористого железа повышенной твердости (см. рис. 1, ан. 18), другое – целиком из сырцовой стали (см. рис. 1, ан. 52), третье – из кричного железа с последующей цементацией поверхности (см. рис. 1, ан. 3). Среди игл (2 экз.) также зафиксированы цельножелезные (см. рис. 1, ан. 43) и цельностальные (см. рис. 1, ан. 23) экземпляры. Шилья и иглы на памятниках вымской культуры так же, как и на других средневековых памятниках соседних территорий, производились в основном из металлургического сырья либо дополнительно укреплялись цементацией [3, с. 44; 14, приложение 1].
Одну из наиболее массовых категорий кузнечных изделий Кокпомъягского могильника составляют наконечники стрел. Металлографически было исследовано шесть плоских наконечников стрел. Три из них были откованы целиком из фосфористого железа повышенной твердости (см. рис. 1, ан. 11, 13, 16), один – целиком из качественной цементированной стали (см. рис. 1, ан. 51), другой изначально откован из железа, но окончание было дополнительно зацементировано (см. рис. 1, ан. 27). Выделяется наконечник, произведенный способом пакетирования (сочетание множества слоев, расположенных вдоль лезвия), причем в центре используется полоса сырцовой стали, а на внешних слоях – полосы фосфористого железа (см. рис. 1, ан. 17). Выделяются также двушипные наконечники стрел (3 экз.). Они могут интерпретироваться как остроги. Предметы откованы целиком из стали: сырцовой (см. рис. 1, ан. 4, 10) и цементированной (см. рис. 1, ан. 44). Наконечники стрел на других вымских памятниках также были преимущественно цельножелезные и цельностальные (до 61 %), но нередко с наваренными на железную основу стальными перьями (до 35,5 %) [3, с. 44]. Наличие наварки может являться маркером древнерусского влияния на кузнечное дело вычегодских пермян [там же, с. 21–24].
Технология производства кресал (3 экз.) соответствовала требованиям, предписываемым к данным предметам – наличие углерода для высекания искр. Одно двулезвийное кресало изначально отковано из фосфористого железа, но впоследствии была применена поверхностная цементация (см. рис. 1, ан. 15), другое отковано из сырцовой стали (см. рис. 1, ан. 29–0,2–0,5 % углерода). Аналогичные кресала на других вымских памятниках редко были цельностальными (13,6 %) или зацементированными (4,5 %), чаще использовалась технология торцовой наварки стальной полосы на железную основу (27,27 %), большинство кресал откованы целиком из железа (54,5 %).
Двулезвийные кресала принято считать импортом из Древней Руси или местной продукцией, возникшей под влиянием древнерусской традиции [10, с. 185–186]. Разделение кресал по качеству стали провел В. И. Завьялов: высокоуглеродистая цементированная сталь была присуща импортным вещам, а предметы из сырцовой стали являлись продукцией местного кузнечества [15, с. 150]. Основываясь на этих критериях, кокпомъягские кресала могут быть отнесены к изделиям местных кузнецов по традиционной местной технологии. Уникальными являются биметаллическое кресало и обломок аналогичного кресала. Кресало имело особое фигурное навершие и сложную технологию производства. Лезвие имело трапециевидную форму со слегка вытянутыми краями, отковано из низкоуглеродистой сырцовой стали. Составные части ажурного навершия представлены кольцами, разделенными костыльковыми петельками. Они были отлиты из сплава на основе меди и скреплены между собой и лезвием при помощи пайки (см. рис. 1, ан. 12a-b). Обломок аналогичного кресала обнаружен рядом с погребением. Аналогичное кресало начала XIII в. найдено на Золотаревском поселении, которое, в отличие от кокпомъягского, имело зигзагообразный орнамент на лезвии [16, с. 92]. Кресало с ажурным навершием представлено в материалах древнекарельского Тиверска и датировано XV в. [17, с. 79]. Похожие встречены в Новгороде в слоях XV в. [18, с. 92] и на Мининском селище в комплексе XV–XVI вв. [19, № 33]. Они имели навершие целиком из железа и чуть более грубый облик, но соединялись с лезвием также медным припоем [20, с. 196]. Кокпомъякские биметаллические кресала, возможно, являются переходной формой классических биметаллических финно-угорских кресал с фигурным навершием к таким же полностью железным кресалам [21, с. 20–21].
Среди других бытовых предметов исследована дужка от котла. Она была цельножелезной (см. рис. 1, ан. 31), что соответствует назначению предмета.
Среди железных элементов костюма, которые активно начинают использоваться с XII–XIII вв., были проанализированы кольцо (1 экз., см. рис. 1, ан. 22 – целиком из цементированной стали), пряжки (2 экз., см. рис. 1, ан. 26 – цельножелезная, ан. 35 – целиком из сырцовой стали) и поясная накладка (1 экз., см. рис. 1, ан. 25 – целиком из цементированной стали). Замена бронзовой поясной гарнитуры железной фиксируется во всей лесной зоне Приуралья в XIII–XIV вв. Импульс на их внедрение в местное производство происходит, предположительно, из ареала аскизской культуры в южной Сибири [22, с. 248–249]. Некоторые из приуральских накладок представлены ажурными фигурными экземплярами из высокоуглеродистой цементированной стали со следами лужения и инкрустации оловом [23, с. 8–21]. Анализированные накладки из Кокпомъягского могильника имеют несколько более грубое внешнее исполнение, следы олова отсутствуют. Изученная накладка произведена из среднеуглеродистой цементированной стали хорошего качества.
Основную группу исследованных орудий составили ножи (18 экз.). Результаты их анализа представляют наибольший интерес. Зарегистрировано шесть технологических схем изготовления.
Большинство ножей откованы целиком из стали (6 экз., 33,33 %), среди них большая часть – из примитивной сырцовой, которая характеризуется неравномерным распределением углерода (4 экз., см. рис. 1, ан. 6, 20, 38, 39, 47, 49), в нескольких случаях – из специально подготовленной цементированной стали, концентрация углерода в которой равномерная (2 экз., см. рис. 1, ан. 47, 49). Подобная технология, в частности, прослеживается на ряде средневековых селищ разных территорий Древней Руси (Суздальское Ополье, Подмосковье, Киевское, Рязанское княжества и др.). Простота их технологии объясняется работой сельского кузнеца-универсала [24, с. 147–149]. Опора на использование простых технологий (целиком из стали, псевдопакет) фиксируется и на средневековых памятниках Западной Сибири [25, с. 92–93].
Второй технологией является трехслойный пакет (5 экз., 27,77 %). Трехслойная технология проникает из Скандинавии и с X в. стремительно распространяется по северу Восточной Европы [26, с. 26–28]. Данная схема является маркером финно-угорской кузнечной традиции
X–XIV вв. [14, с. 170–171]. Трехслойные ножи преобладали на памятниках родановской (в среднем до 46 %) и чепецкой (свыше 60 %) культур [14, с. 134], а на отдельных памятниках этот показатель достигает 60–70 % (городища Иднакар [14, с. 134; 27, с. 40], Анюшкар [28, с. 130–131]).
Классическим (североевропейским) вариантом технологии изготовления трехслойных ножей считается сочетание цементированной стали на лезвии с обкладками из фосфористого железа, хорошее качество сварки, термообработка [29, с. 18]. На кокпомъягских ножах зафиксировано сочетание всех трех полос из цементированной стали (2 экз., см. рис. 1, ан. 8, 50), всех трех полос из кричного железа (1 экз., см. рис. 1, ан. 33), сердцевины из цементированной стали и железных обкладок (1 экз., см. рис. 1, ан. 34), середины из сырцовой стали и обкладок из железа (1 экз., см. рис. 1, ан. 41). Все исследованные нами варианты трехслойных ножей относятся к восточно-европейскому варианту технологии – отступлению от классического трехслойного пакета.
Несколько реже встречена вварка (3 экз., 16,66 %). Она зарегистрирована в форматах вварки лезвия из сырцовой стали в железную основу (1 экз., см. рис. 1, ан. 48), лезвия из сырцовой стали в стальную же основу (2 экз., см. рис. 1, ан. 1, 5), на одном ноже вваренное стальное лезвие еще дополнительно было укреплено цементацией (см. рис. 1, ан. 48), что могло быть следствием ремонта. Аналогичная технология зафиксирована на Лоемском могильнике и Саламатовском I городище, где поверх трехслойного пакета была выполнена цементация [30, с. 155].
Вварка в некоторых случаях рассматривается исследователями как одна из разновидностей трехслойного пакета [26, с. 23]. Такой вариант схемы был наиболее распространен в Волжской Булгарии, что объясняется экономией дорогой стали и рассматривается Ю. А. Семыкиным как самостоятельный вариант технологии [31, с. 96]. Встречаемость вварки на ножах с городищ Волжской Булгарии составляет до 33 % [31, с. 121], а на комплексе памятников Телячий Брод (родановская культура) в комплексах XIII–XIV вв. вварка была встречена в половине исследованных клинков (вторая половина была представлена трехслойным пакетом). Вкупе с находками чугунных котлов на памятниках родановской культуры это также может быть связано с импортом этой технологии из Волжской Булгарии золотоордынского периода [32, с. 258–259]. На вымских памятниках процент вварных клинков невысок.
Единично встречены ножи с технологией поверхностной цементации (см. рис. 1, ан. 37–1 экз.) и пакетирования (см. рис. 1, ан. 32–1 экз.). В последнем случае до семи слоев разноуглеродистой стали были направлены строго по направлению к лезвию. Данные технологии не пользовались популярностью у средневековых кузнецов, так как в первом случае приходилось тратить большое количество времени и топлива (даже для проникновения углерода в тело предмета всего лишь на 1 мм), во втором – большое количество операций сварки увеличивало трудоемкость процесса и влекло за собой выгорание углерода в процессе долгих превращений заготовки.
На двух ножах зафиксирована технология ковки целиком из кричного железа (см. рис. 1, ан. 40, 42–2 экз.). Оба образца были отобраны с кончика весьма сточенного лезвия. Возможно, стальная наварка на протяжении длительного использования ножа со временем была сточена. Аналогичная ситуация зафиксирована Б. А. Колчиным на ножах позднее конца XII в. [12, с. 80–81]. Один исследованный футляр от ножа был выполнен целиком из железа (см. рис. 1, ан. 7).
На основе проанализированной коллекции железных ножей Кокпомъягского могильника раскладка по технологическим традициям выглядит следующим образом. Наиболее часто изделия ковались целиком из стали (33,33 %), реже в сварных схемах трехслойного пакета (27,77) и вварки (16,66), менее популярными были цельножелезные (11,11), цементированные (5,55) и пакетированные (5,55 %) ножи. Примечательно, что доли простых технологий (целиком из железа или стали, цементация) и технологий со сваркой разных слоев металла примерно равны (50 %) (рис. 4).
Это не совсем коррелирует с результатами ранее проведенных исследований железных ножей на некоторых памятниках вымской культуры (Кичилькоський I (XI–XIII в.), Жигановский (XII – начало XIV вв.) могильники), где преобладают ножи с трехслойной схемой (45,1 %), а доля цельностальных (18,62 %) и цельножелезных (6,86 %) была существенно ниже, доля вварных изделий аналогична (16,66 %). Кроме них выделяется серия ножей с наварным (или двухслойным) лезвием (7,84 %) [3, с. 42], которые на Кокпомъягском могильнике не представлены. Доля простых технологий в коллекции ножей этих могильников составляет до 30 %, а технологии сварки – до 70 %, тогда как на Кокпомъягском могильнике это соотношение примерно 50 на 50 %. Однако на Ыджыдъельском могильнике (XII – начало XIV в.), как и на Кокпомъягском, доля трехслойных клинков хоть и падает (33,33 %), но заменяется не простыми цельностальными изделиями, которых выделено сравнительно мало (13,33), а вварными (46,66) и наварными (6,66 %) схемами.
На ножах Лоемского могильника (XIII–XIV вв.), который оставлен смешанным финским населением, находящимся в орбите древнерусского культурного влияния [33, с. 92–138], доля трехслойных лезвий падает (20 %), но заменяется не цельностальными (10) и цельножелезными (10) технологиями, а вваркой (20) и наваркой (40 %), что объясняется древнерусским влиянием и поздней датировкой памятника – именно с XIII в. в Древней Руси начинает преобладать наварная технология [26, с. 32], как наиболее ориентированная на массовое производство. Аналогичная ситуация прослеживается в материалах древнерусских памятников (Пожегское городище XII–XIV вв. и поселение Гуль-Чунь XII–XIII вв.), на которых представлены технологии трехслойного пакета (23,4 %), наварки (38), вварки (12,76), цельножелезные (17,02), пакетированные (2,12 %) [3, с. 48] (рис. 4).
Таким образом, исследование технологии производства ножей вымской культуры свидетельствует об их неоднородности. С одной стороны, снижение доли трехслойных технологий, наиболее вероятно, произошло под влиянием древнерусского культурного влияния, с другой стороны, кокпомъягские кузнецы не восприняли инновацию в виде схемы наварки, поэтому эта технология была замещена простыми цельностальными технологиями, которые гораздо проще в производстве. К цельностальным относятся и кресала. В ходе ковки по такой технологии отсутствует необходимость проводить кузнечную сварку, требующую четкого соблюдения температурных режимов. Кроме того, стальной нож или кресало можно использовать долго, стальная часть долго не стачивалась, в отличие от такого же предмета с наварным лезвием. К недостаткам такой технологии относятся повышенная хрупкость изделий на излом и низкая ударная вязкость. Тем не менее вымские кузнецы к тому времени, вероятно, могли себе позволить уже не экономить дорогую сталь, а более быстро и массово производить цельностальные клинки.
Таким образом, по материалам проанализированной коллекции железных изделий Кокпомъягского могильника нулевая представительность наварной схемы и значительная доля простых технологий являются его специфической особенностью на фоне материалов других памятников вымской культуры, где зафиксированы преобладание трехслойного пакета и выразительная доля наварки.
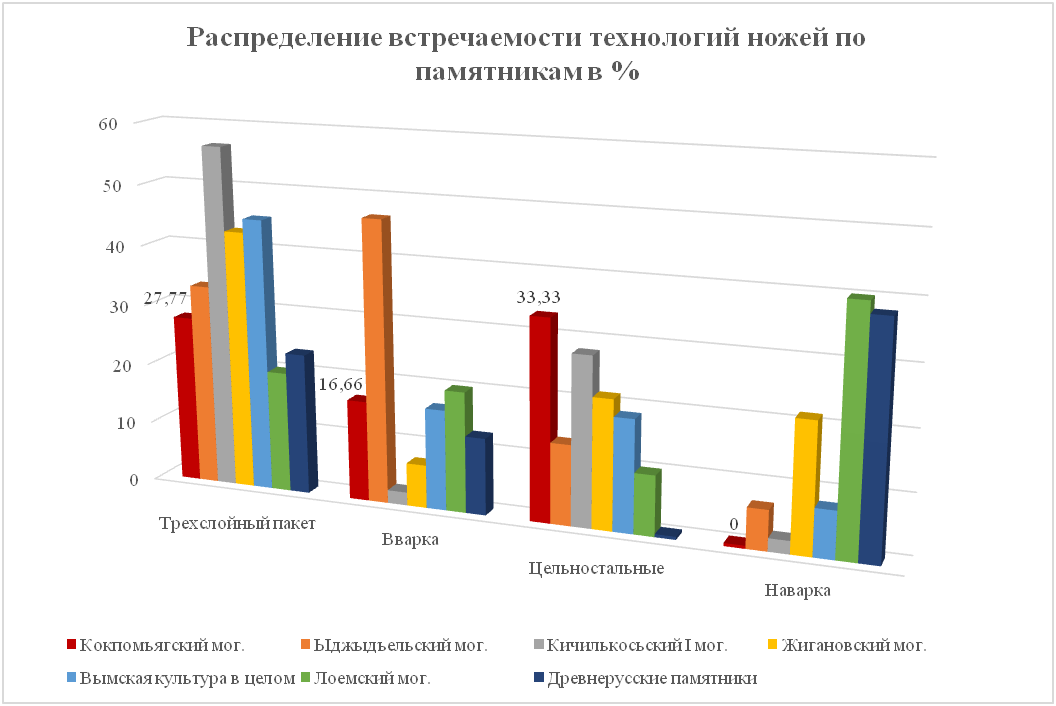
Рисунок 4. Распределение встречаемости технологии изготовления ножей по памятникам перми вычегодской, %.
Pic. 4. Distribution of occurrence of knive technology on the sites of the Vychegda Perm, %.
Заключение
В качестве сырья для производства кузнечных изделий кокпомъягским мастерам были доступны простое кричное железо, фосфористое железо повышенной твердости и сырцовая сталь. Эти разновидности активно использовались в свободном от дополнительных улучшений виде. Последующая модификация сырья выполнялась чаще всего в процессе кузнечной обработки на стадии полуфабриката (изготавливалась цементированная сталь) (рис. 2).
На большинстве предметов с включением стали зарегистрирована сырцовая сталь (18 экз.), цементированная использовалась несколько реже (13), цементация готового изделия в целом выполнялась редко (4 экз.). Металлургическое сырье и дополнительно улучшенная сталь использовались примерно поровну. Общий процент простых технологий (технологическая группа I: цельнометаллические, цементация) составляет до 66 %. Доля сварных технологий (технологическая группа II), соответственно – порядка 34 %. Если сузить эту выборку только до ножей, то распределение между I и II технологическими группами составляет 50 на 50 %. Это соотношение значительно отличается от общего среза по вымской культуре, где доля сварных технологий на ножах достигает 70 %, а простые технологии встречены лишь на 30 % ножей.
Шлаковые включения в сырье обычно достаточно распространены и представлены округлыми и плоскими, реже – аморфными конкрециями, что в целом говорит о средней степени проковки предметов. Важно отметить, что в качественной цементированной стали количество шлаков заметно меньше. В сварных изделиях сварные швы также чаще всего представлены сериями шлаковых цепочек, реже – чистыми белыми полосами. Это свидетельствует о том, что большинство поковок выполнялись местными кузнецами-универсалами.
Отдельно следует отметить улучшение качества стальных кузнечных изделий – термообработку. Следы закалки и (или) отпуска фиксируются лишь на 6 изделиях из 50 (12 %). Количество термообработанных изделий на других вымских памятниках также невелико, что может быть обусловлено погребальным и постпогребальным воздействиями огня на артефакты. Многие предметы имеют следы горения и пребывают в отожженном состоянии, следовательно, структура закалки могла попросту не сохраниться. Значит, приводимые показатели по термообработке не абсолютны.
Датирование технологий лезвийных орудий по комплексам Кокпомъягского могильника позволяет выявить несколько закономерностей (см. табл. 2). Присутствие трехслойных лезвий фиксируется на всех этапах существования памятника со второй половины XII до XIV в. Интересно, что технология наварки, появившаяся в XIII в. на изделиях других памятников вымской культуры (Ыджыдъельский, Жигановский могильники), полностью отсутствует на орудиях Кокпомъягского могильника. Вместо этого, с XIII в. наблюдается, с одной стороны, падение количества типичных для всей финно-угорской среды трехслойных технологий, с другой – повышение количества цельностальных и цельножелезных лезвий. Следовательно, население, оставившее Кокпомъягский могильник, не восприняло древнерусскую инновацию в виде наварной технологии. Вместе с этим сохраняется технологический стереотип в виде трехслойного пакета, но частично заменяется преимущественно цельностальными технологиями. Это фиксируется по ножам, кресалам, наконечникам стрел. В это же время другие группы вымского населения (Ыджыдъельский, Кичилькосьский I, Жигановский могильники) и памятников с древнерусской инфильтрацией (Лоемский могильник) воспринимают и используют древнерусскую наварную схему (см. табл. 2, рис. 4).
Таким образом, материалы анализов 50 кузнечных изделий Кокпомъягского могильника позволили проследить эволюцию технологии кузнечного производства вычегодских пермян и выявить ее характерные черты на позднем этапе функционирования вымской культуры.
Авторы заявляют об отсутствии конфликта интересов.
1. Завьялов, В. И. Железообработка перми вычегодской по материалам вымских могильников / В. И. Завьялов // Проблемы финно-угорской археологии Урала и Поволжья. – Сыктывкар: Сыктывкарский государственный университет, 1992. – С. 168–176.
2. Бирюков, А. В. Технология кузнечного производства перми вычегодской / А. В. Бирюков, В. И. Завьялов, Э. А. Савельева // Российская археология. – 2009. – № 3. – С. 42–49.
3. Бирюков, А. В. Технология кузнечного производства эпохи средневековья на Европейском Северо-Востоке / А. В. Бирюков, В. И. Завьялов, Э. А. Савельева. Серия «Научные доклады Коми НЦ УрО РАН»; вып. 484. – Сыктывкар: Институт языка, литературы и истории Коми НЦ УрО РАН, 2006. – 78 с.
4. Савельева, Э. А. Жигановский могильник / Э. А. Савельева. – Сыктывкар: Коми НЦ УрО РАН, 2010. – 454 с.
5. Савельева, Э. А. Ыджыдъёльский могильник / Э. А. Савельева. – Сыктывкар: Коми НЦ УрО РАН, 2014.- 120 с.
6. Савельева, Э. А. Кичилькосьский I могильник XI–XIII вв. / Э. А. Савельева. – Сыктывкар: ФИЦ Коми НЦ УрО РАН, 2019. – 232 с.
7. Савельева, Э. А. Вымские могильники XI–XIV вв. / Э. А. Савельева. – Л.: Изд-во ЛГУ, 1987. – 200 с.
8. Данич, А В. Классификация средневековых топоров Пермского Предуралья / А. В. Данич // Труды Камской археолого-этнографической экспедиции. – 2015. – № 10. – С. 71–124.
9. Минасян, Р. С. Четыре группы ножей Восточной Европы эпохи раннего средневековья / Р. С. Минасян // Археологический сборник Государственного Эрмитажа, вып. 21. – Л.: «Искусство», 1980. – С. 68–74.
10. Крыласова, Н. Б. Археология повседневности: материальная культура средневекового Предуралья / Н. Б. Крыласова. – Пермь: Пермский гос. гум.-пед. у-т, 2007. – 352 с.
11. Крыласова, Н. Б. Плотниковский могильник / Н. Б. Крыласова, Н. Г. Брюхова. – Пермь: Пермский гос. гум.-пед. у-т, 2017. – 222 с.
12. Колчин, Б. А. Черная металлургия и металлообработка в Древней Руси (Домонгольский период) / Б. А. Колчин // Материалы и исследования по археологии СССР – М.: Изд-во АН СССР, 1953. – 257 с.
13. Завьялов, В. И. Археометаллография / В. И. Завьялов // Междисциплинарная интеграция в археологии. – М.: ИА РАН, 2016. – С. 252–279.
14. Завьялов, В. И. История кузнечного ремесла пермян: Археометаллографическое исследование / В. И. Завьялов. – Ижевск: Удмуртский институт истории, языка и литературы УрО РАН, 2005. – 244 с.
15. Завьялов, В. И. Черная металлообработка у древних коми-пермяков / В. И. Завьялов // Новые археологические памятники Камско-Вятского междуречья. – Ижевск: Издательский дом «Удмуртский университет», 1988. – С. 129–161.
16. Белорыбкин, Г. Н. Золотаревское поселение / Г. Н. Белорыбкин. – СПб.; Пенза: Изд-во ПеГПУ, 2001. – 196 с.
17. Кочкуркина, С. И. Древняя Корела / С. И. Кочуркина. – Л.: Изд-во «Наука», 1982. – 216 с.
18. Колчин, Б. А. Железообрабатывающее ремесло Новгорода Великого / Б. А. Колчин // Труды Новгородской археологической экспедиции. – М.: Изд-во АН СССР, 1959. – С. 7–120.
19. Ступан, Ю. С. Железные кресала из археологических коллекций Владимиро-Суздальского музея-заповедника / Ю. С. Ступан // Археология Владимиро-Суздальской земли: материалы научного семинара, Владимир, 27–28 октября 2009 г. Вып. 3. – Владимир: Институт археологии РАН, 2011. – С. 193–199.
20. Хомутова, Л. С. Технологическая характеристика кузнечных изделий из раскопок Тиверска и Паасо по результатам металлографического анализа / Л. С. Хомутова // Кочкуркина С. И. Древняя корела. – Л., 1982. – С. 188–208.
21. Савельева, Э. А. Фигурные кресала Кокпомъягского могильника вымской культуры / Э. А. Савельева, А. Р. Смертин // Известия Коми НЦ УрО РАН. Серия «История и филология». – 2025. – № 8 (84). – С. 22–34.
22. Смертин, А. Р. Железная поясная гарнитура со следами лужения и инкрустации из материалов памятников Пермского Предуралья / А. Р. Смертин, Ю. А. Подосёнова // Труды VII (XXIII) Всероссийского археологического съезда: материалы съезда. В 3 х т., Красноярск, 06–10 октября 2025 г. – Красноярск: Сибирский федеральный университет, 2025. – С. 247–249.
23. Брюхова, Н. Г. Железная поясная гарнитура из погребений Плотниковского могильника (родановская культура, Пермский край) / Н. Г. Брюхова, Ю. А. Подосёнова, А. Р. Смертин // Поволжская археология. – 2023. – № 2 (44). – С. 8–21.
24. Завьялов, В. И. Историография исследований древнерусского сельского кузнечного ремесла / В. И. Завьялов, Н. Н. Терехова, В. Л. Щербаков // Юрнал регионалистики, культуры, истории науки: сб. статей к 70 ????? летию доктора исторических наук И. Н. Юркина. – М.: Изд-во «Янус-К», 2023. – С. 138–153.
25. Зыков, А. П. Кузнечные изделия населения Северо-Западной Сибири во II–XVII веках / А. П. Зыков: специальность 07.00.06 «Археология»: дис. ... канд. ист. наук. – М., 2008. – 240 с.
26. Завьялов, В. И. Феномен «трехслойной технологии» (высокие технологии в средневековье) / В. И. Завьялов, Н. Н. Терехова // Исторический формат. – 2015. – № 4. – С. 21–32.
27. Завьялов, В. И. Ножи городища Иднакар / В. И. Завьялов // Материалы средневековых памятников Удмуртии. – Ижевск, 1985. – С. 37–47.
28. Смертин, А. Р. Железообрабатывающее производство средневекового археологического комплекса Анюшкар в верхнем Прикамье / А. Р. Смертин // Археология Евразийских степей. – 2023. – № 1. – С. 127–141.
29. Завьялов, В. И. Традиции и инновации в производственной культуре Северной Руси / В. И. Завьялов, Л. С. Розанова, Н. Н. Терехова. – М.: «Анкил», 2012. – 376 с.
30. Зыков, А. П. Материалы по технологии кузнечного производства вымской культуры / А. П. Зыков // Проблемы финно-угорской археологии Урала и Поволжья. - Сыктывкар, 1992. – С. 154–168.
31. Семыкин, Ю. А. Черная металлургия и кузнечное производство Волжской Булгарии в VIII – начале XIII вв. Серия «Археология евразийских степей». Выпуск 21 / Ю. А. Семыкин. – Казань: Отечество; Институт археологии им. А. Х. Халикова АН РТ, 2015. – 168 с.
32. Смертин, А. Р. Кузнечное производство на группе средневековых памятников Телячий Брод в бассейне р. Чусовая в Пермском Предуралье / А. Р. Смертин // Геоархеология и археологическая минералогия. – 2023. – Т. 10. – С. 254–259.
33. Савельева, Э. А. Лоемский могильник. Этнокультурная принадлежность / Э. А. Савельева // Этнокультурные контакты в эпоху камня, бронзы, раннего железа и средневековья в Северном Приуралье. – Сыктывкар: Коми НЦ УрО РАН, 1995. – С. 92–138.